Introduction
Metal eyewear frames represent a perfect fusion of precision engineering and artistic craftsmanship. Behind every sleek, durable pair of metal glasses lies a sophisticated manufacturing process involving dozens of meticulous steps—from initial mold design to final quality inspection. Understanding this production journey helps brands, retailers, and designers make informed decisions when selecting an OEM/ODM partner for custom eyewear projects.
In this comprehensive guide, we break down the entire metal frame manufacturing workflow, explaining the technologies, quality controls, and craftsmanship standards that define premium eyewear production.
Phase 1: Design Validation & Mold Development
Every metal frame begins as a digital concept, but it becomes manufacturable only through precision tooling. This phase sets the foundation for all subsequent production quality.
1.1 Design Engineering & DFM Review
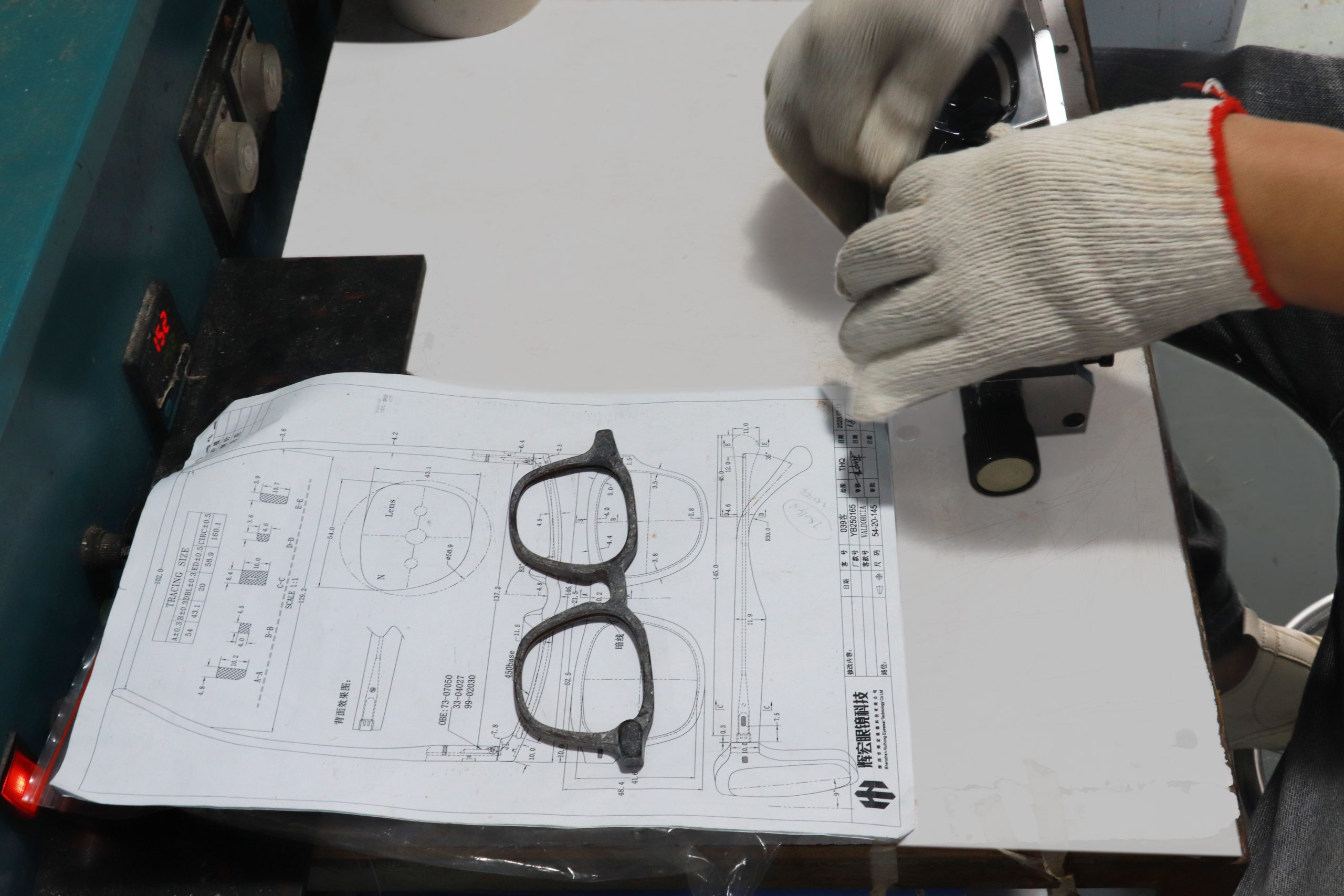
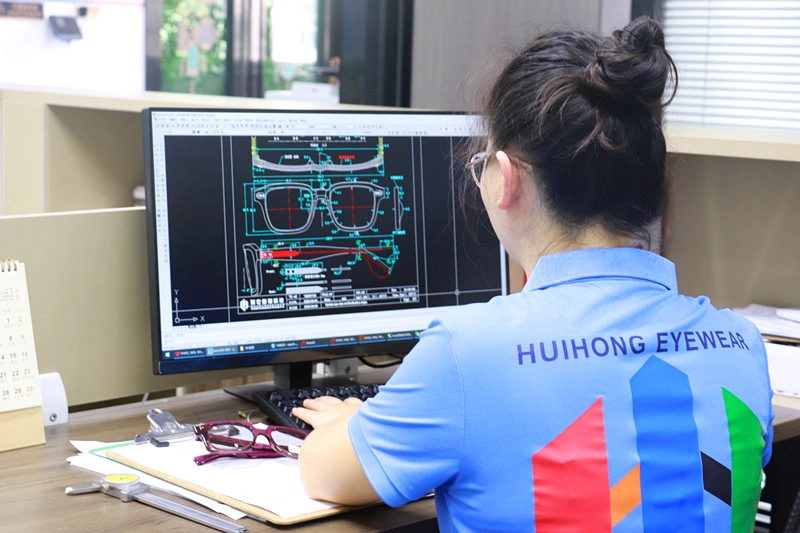
Engineers first translate 2D sketches or 3D CAD files into production-ready blueprints. A Design for Manufacturing (DFM) review identifies potential issues related to material thickness, welding points, hinge alignment, and demolding feasibility. Adjustments are made to ensure aesthetic intent matches real-world production capabilities.
1.2 Prototype Sampling
Before full tooling, a prototype sample is produced—often via CNC machining or 3D printing—to verify fit, proportions, and ergonomics. Brands evaluate wearing comfort, lens groove dimensions, and overall visual balance at this stage.
1.3 Mold Fabrication
Once the design is finalized, hardened steel molds are precision-machined for stamping and forming operations. For metal frames, multiple molds are typically required: one for front rims, one for temples, and additional tooling for small components such as nose pads, end pieces, and hinges. Mold accuracy directly determines frame consistency across bulk production.

Phase 2: Raw Material Preparation & Forming
The choice of base metal profoundly impacts frame weight, strength, corrosion resistance, and price point. Common materials include monel, stainless steel, beta-titanium, pure titanium, and high-grade metal alloys.
2.1 Material Rolling & Wire Drawing
Raw metal ingots are first passed through precision rolling mills to reduce thickness and achieve uniform sheet or wire profiles. For rim fabrication, metal wire is drawn through a series of dies to exact diameter specifications—typically ranging from 0.8mm to 2.5mm depending on frame design.
2.2 Rim Forming (Wire Bending)
Using automated CNC bending machines, metal wire is shaped into precise lens rim contours following the design template. The wire is cut to length and formed into the exact geometric shape of each lens opening. For semi-rimless frames, only partial rim sections are formed.
2.3 Stamping & Blanking
For temple arms, bridge components, and decorative elements, sheet metal is processed through high-precision stamping presses. The stamping die cuts out flat blanks and may also create embossed details, engraved patterns, or ventilation cutouts in a single operation.
Phase 3: Welding & Component Integration
Welding is where individual metal parts become a unified frame structure. The quality of weld joints directly affects frame durability and aesthetic finish.
3.1 Brazing & Soldering
Most premium metal frame production uses brazing (high-temperature soldering) with silver or gold-based filler materials. Key welded joints include:
Bridge connection between two lens rims
End piece attachment for hinge mounting
Nose pad arm fixation
Temple core and hinge assembly
Skilled technicians perform hand brazing for complex or delicate joints, while automated welding stations handle high-volume standard components.
3.2 Hinge Installation
Hinges are among the most critical wear components. Barrel hinges or spring hinges are precisely aligned and soldered to the frame end pieces and temple cores. Proper hinge alignment ensures smooth opening/closing action and long-term structural integrity.
3.3 Lock Block Assembly
For full-rim metal frames, a small locking block is welded to the rim opening point. This component houses the screw that tightens the rim around the lens, securing it firmly in place.
Phase 4: Deburring & Polishing
After welding, frames have rough edges, flux residue, and visible joint lines. The polishing stage transforms raw metalwork into a smooth, reflective surface ready for finishing.
4.1 Tumbling / Barrel Finishing
Frames first undergo tumbling in rotating barrels filled with abrasive media (ceramic chips, walnut shells, or wooden pegs) and polishing compounds. This process runs for several hours, removing burrs, rounding sharp edges, and smoothing weld seams uniformly across all surfaces.
4.2 Hand Polishing
Experienced polishers then work each frame by hand against rotating buffing wheels with progressively finer polishing compounds. This step removes remaining scratch marks and creates a mirror-like luster. For brushed or matte finishes, controlled abrasive brushing is applied instead of high-gloss polishing.
4.3 Detailed Finishing
Tight corners, hinge areas, and inner rim grooves receive special attention with small polishing tools. The goal is uniform surface quality across every visible and hidden surface of the frame.
Phase 5: Surface Treatment & Electroplating
Electroplating not only enhances aesthetics but also provides corrosion resistance and wear protection. This is one of the most quality-sensitive stages in metal frame production.
5.1 Pre-Plating Cleaning
Before plating, frames undergo rigorous multi-stage cleaning:
Alkaline degreasing to remove oils and polishing compounds
Acid pickling to eliminate oxidation and surface contaminants
Ultrasonic cleaning for deep particle removal
Multiple rinsing cycles between each step
Improper cleaning is the leading cause of plating defects such as peeling, pitting, and poor adhesion.
5.2 Electroplating Process
Frames are submerged in electrolyte baths and receive electric current to deposit metal coatings layer by layer. Common plating options include:
Nickel plating: Base layer for corrosion resistance and smoothness
Palladium / Ruthenium plating: Premium hypoallergenic finishes
Gold plating: 14K, 18K, or 24K options in various tones (yellow, rose, white gold)
Black IP plating: Ion-plated black finish with exceptional durability
Gunmetal / Antique finishes: Vintage or industrial aesthetics
Premium manufacturers apply plating thickness of 3–5 microns, well above the industry standard of 1–2 microns, ensuring long-lasting wear resistance.
5.3 Post-Plating Inspection
Each frame is inspected under controlled lighting for plating uniformity, color consistency, and surface defects. Any frames with blistering, discoloration, or coverage gaps are sent for rework.
Phase 6: Final Assembly & Quality Control
The finished metal components now come together into complete, wearable frames, followed by rigorous quality verification.
6.1 Component Assembly
Nose pad installation: Silicone or PVC nose pads are mounted onto pad arms with small screws or rivets
Temple assembly: Temple tips (usually acetate or PVC) are fitted onto metal temple cores
Screw fitting: Precision micro-screws secure hinges and rim lock blocks
Logo application: Laser engraving, pad printing, or metal inlay branding is applied according to brand specifications
6.2 Frame Alignment & Adjustment
Skilled technicians manually adjust each frame to ensure perfect symmetry:
Front frame flatness verification
Temple opening angle calibration
Bridge and nose pad alignment
End-to-end balance checking
Proper alignment ensures comfortable weight distribution and consistent fit for end wearers.
6.3 Multi-Stage Quality Inspection
Before packaging, every frame passes through multiple QC checkpoints:
Visual inspection for surface defects, plating issues, and cosmetic flaws
Functional testing of hinge action and screw tightness
Dimensional verification against design specifications
Salt spray testing (sampling) for corrosion resistance validation
Simulated wear testing for durability assessment

Why Partner With a Specialist Metal Eyewear Manufacturer?
Producing consistent, high-quality metal frames at scale requires deep material knowledge, precision tooling capability, and rigorous process control. This is where working with an experienced OEM/ODM partner delivers tangible value.
Shenzhen Huihong Eyewear Technology Co., Ltd. is a specialized manufacturer dedicated to the design, development, and OEM/ODM production of high-end eyewear. Since our founding, we have collaborated with independent brands, designer labels, and premium retailers worldwide—bringing unique eyewear visions to life through exceptional craftsmanship and reliable service.
We specialize in acetate, titanium, and metal frames, with a strong capability in low-volume, high-quality custom production. From concept prototyping to bulk delivery, we support brands through every step of the journey—with flexibility, speed, and precision.
Our clients span Japan, Korea, Europe, and North America, many of whom return to us not just for quality, but for trust and shared value. Whether you need a small batch of designer metal frames or a full-scale production run, our engineering team and craftsmen ensure every detail meets your brand standards.
Conclusion
Metal eyewear frame manufacturing is a remarkable blend of industrial precision and hand craftsmanship. Each stage—from mold design to final inspection—contributes to the strength, comfort, aesthetics, and longevity of the finished product. Understanding this process empowers brands to ask the right questions, set appropriate quality expectations, and select manufacturing partners capable of delivering on their vision.
For brands seeking a reliable metal eyewear manufacturing partner with proven expertise in premium custom production, the right OEM/ODM relationship can transform design concepts into commercially successful eyewear collections.